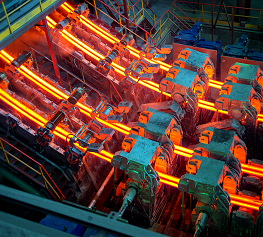
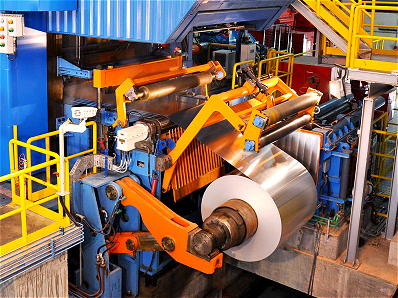
El tren de laminación en frío de aluminio utiliza bobinas laminadas de aluminio fundido o bobinas laminadas en caliente como piezas en bruto. Después de múltiples pasadas de laminado, las bobinas terminadas se despliegan para proporcionar espacios en blanco para el acabado de placas y la producción de papel de aluminio. Puede proporcionar placas de aluminio de alta calidad y alta precisión con una amplia gama de aplicaciones, incluida la fabricación de carrocerías, chasis y piezas de automóviles, y materiales aeroespaciales.


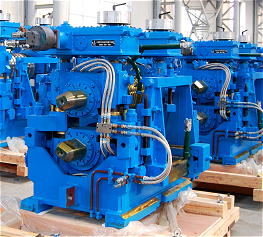
Durante el funcionamiento, la unidad de desenrollado se utiliza para desenrollar las bobinas, transportarlas a la máquina principal para laminarlas y generar tensión de contratensión durante el laminado. La caja de reducción puede deslizarse libremente bajo el control del sistema de centrado para garantizar que el centro de la bobina sea consistente con el centro del tren de la máquina. Dos motores de corriente continua se accionan en serie, y el uso de cambios de marchas mecánicos garantiza las necesidades de tensión de tiras de diferentes espesores.
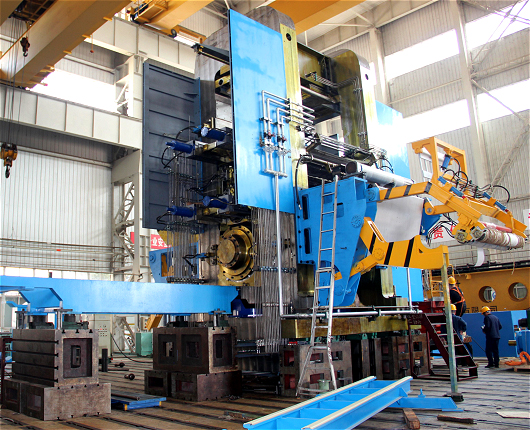
El sistema de enfriamiento de rodillos rocía refrigerante de alta eficiencia a los rodillos a través del haz de rociado instalado en la entrada del tren de laminación. El sistema de ajuste de flujo independiente y de boquillas múltiples puede lograr un enfriamiento segmentado de los rollos y controlar eficazmente la forma del rollo.
El sistema de lubricación se divide en dos partes: lubricación con aceite fino y lubricación con aceite y gas. El sistema de lubricación con aceite fino proporciona una garantía confiable para el funcionamiento normal de la caja de reducción de engranajes del desbobinador, la caja de reducción del engranaje del motor principal y la caja de reducción del engranaje del enrollador; El sistema de lubricación de petróleo y gas proporciona una lubricación confiable de petróleo y gas para los rodamientos de rodillos y los rodamientos de rodillos guía, lo que brinda una garantía confiable para el funcionamiento a alta velocidad del tren de laminación.
El sistema de control electrónico se divide en el centro de control del motor de CA, el sistema de transmisión de CC, la consola de operación y el sistema de control de automatización PLC del molino, el sistema de control de filtro Schneider, el sistema de control de espesor automático (AGC) y el medidor de espesor de rayos X.
Se proporciona todo el conjunto de sistema automático de extinción de CO2 para garantizar la extinción del fuego. En el área de inflamable, se configuran la boquilla de CO2 y el detector de prueba de temperatura. Y hay dos métodos de control totalmente automático y manual para garantizar la extinción de incendios oportuna y confiable y proteger la producción normal del tren de laminación.
Nuestro tren de laminación en frío de aluminio tiene un avanzado sistema automático de control de espesor y un método completo de control de la forma de la placa, que puede proporcionar múltiples métodos de control, como la inclinación del rodillo, el control de flexión positivo y negativo de los rodillos de trabajo y el enfriamiento del rodillo segmentado, para garantizar que se optimice la precisión del espesor y la precisión de la forma de los productos laminados.
Diseño personalizado de acuerdo con los requisitos reales de los clientes.
Equipado con varios sistemas auxiliares completos, como el sistema de centrado automático preciso de tiras, el sistema automático de extinción de incendios de CO2 seguro y confiable, el sistema de lubricación, el dispositivo de purga de aire seco, el dispositivo de recuperación de humos, etc., proporcionando una garantía confiable para la producción de excelentes productos.
El tren de laminación en frío está altamente automatizado y los motores de CC funcionan con tiristores avanzados totalmente digitales, y el PLC se utiliza para operaciones lógicas digitales, configuración de parámetros y control de procesos automatizado.



El laminado en frío es el laminado por debajo de la temperatura de recristalización del metal. La recristalización dinámica no se producirá durante el proceso de laminación. La temperatura del producto solo puede aumentar a la temperatura de recuperación, por lo que el laminado en frío producirá un endurecimiento por trabajo. Después de que el aluminio y las placas de aluminio se laminan en frío, la fuerza y la resistencia a la deformación del material aumentan, y la plasticidad también disminuirá. El laminado en frío es ampliamente utilizado. Los productos que requieren laminación continua después de la laminación en caliente y tienen requisitos más altos de rendimiento, estructura, calidad de la superficie y precisión dimensional deben laminarse en frío. El laminado en frío se utiliza principalmente para producir aluminio y placas de aluminio que no se pueden fortalecer mediante tratamiento térmico.

| Tipo |
Ancho de la Bobina |
Espesor de la Bobina |
Espesor de la Lámina |
Diámetro del rodillo de trabajo mm |
| GXG-1250 | 600-100 | 8-0.5 | 0.2-0.01 | Ø200 |
| GXG-1350 | 700-1200 | 8-0.5 | 0.2-0.01 | Ø230 |
| GXG-1450 | 800-1300 | 8-0.5 | 0.2-0.01 | Ø360 |
| GXG-650 | 1000-1500 | 8-0.5 | 0.2-0.01 | Ø380 |
| GXG-1850 | 1200-1700 | 8-0.5 | 0.2-0.01 | Ø420 |
*La producción variará según los diferentes materiales, el tamaño de partícula de la alimentación y otros factores

Compañía: IDM Metallurgy Trading Co., Ltd.

Dirección:Ciudad de Tangshan, provincia de Hebei, China

Whatsapp: +86-18211953949


Correo

Número de teléfono


 +86-18211953949
+86-18211953949
 +86-18211953949
+86-18211953949

Consulta Formulario